

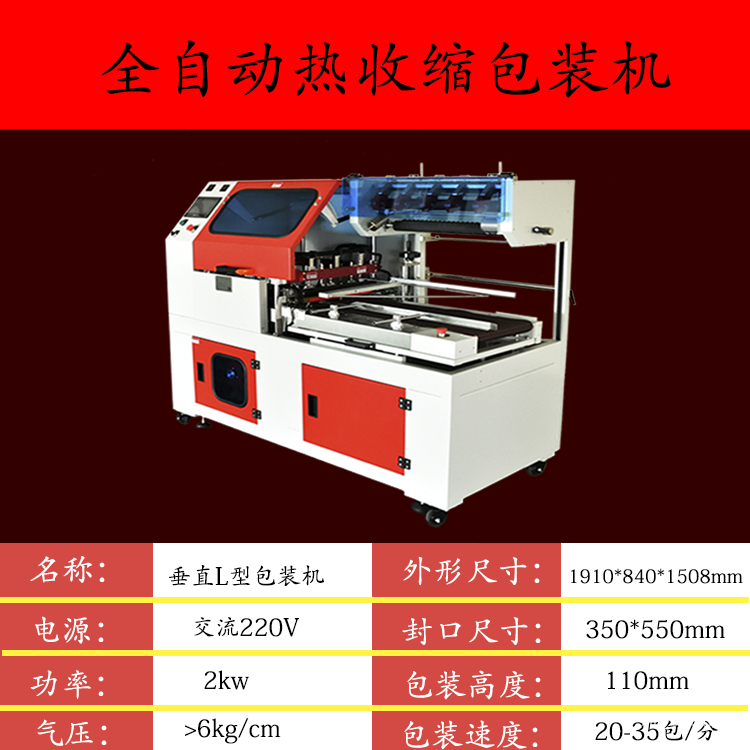
1.5585调机注意事项:
2.前预留 拉膜不要太长,过长容易造成断膜。
3.前预留 过短会造成膜跑偏。
合理:不撞膜,前预留不断裂。走膜顺。
4.封切预放膜时间,设定在5-10s, 根据封口不破口,放腊辊放膜不多出,为合理.
5.收膜扭力控制,设80-120间,根据边膜的大小设定值,以能收紧而不断膜为止,速度设定比运行速度少10%,左右,保证膜能收好为止。
6.跑膜调整方法,开口在220mm,中心棍以上下三角板中心为准,膜上跑膜调送膜棍向下调,膜下跑放膜棍向上调。
7.两边同时跑出:①前端预留设定值太小,物体撞膜造成膜跑。②输送台宽度调太宽或膜不够长。③调送膜轴向左微调节,调止双边不跑出。
8.设备运行速度在1000-1200间,速度过高会造成等料不及,直接卡料。如果配生产线入口自动错开等料速度可设在1000-2000间。速度越快等料光位与检测光电距离越大。
9.封口扭力设置600-1200间,与速度有关,速度越快,封口扭力设置小些,会造成冲击过大,降低设备寿命,下降速度出厂设在2000转,上升设在3000转。
10.伺服误切无法自动抬开,按下伺服复位,自动回到原点位置,在按下复位按钮,才能重新启动设备。
11.收膜报警,连续走10件产品,收膜不收膜自动报警,膜接好自动解除。
12.放膜报警,连续走10件产品,放膜开关不动自动报警,接复位按钮解除
13.拉膜报警,拉膜设定时间,光电检测时间过长产生报警停机。
我的微信
这是我的微信扫一扫

我的微信
微信号已复制
我的微信公众号
我的微信公众号扫一扫

我的公众号
公众号已复制





评论